

Zeolite Rotor Concentrator + Three-Bed RTO
Integrated VOC abatement solution: high-concentration enrichment & high-temperature oxidation with 95%+ thermal recovery
The zeolite rotor concentrates low-concentration, high-volume VOCs into a small, highly concentrated stream (concentration ratio up to 17:1). The downstream three-bed RTO then destroys the concentrated VOCs at ≥760°C, achieving >99% destruction efficiency while recovering 95% of the thermal energy. This combination drastically reduces auxiliary fuel consumption and operating costs.
Zeolite Rotor Concentrator – How It Works
The concentrator rotor is made of a zeolite (molecular sieve) honeycomb structure with uniform micropores. Zeolite selectively traps organic molecules larger than air, while allowing cleaned air to pass through. The rotor is divided into three functional zones: adsorption zone, cooling zone, and desorption zone.
Adsorption Zone
VOC-laden air passes through the rotor; VOCs are captured in zeolite micropores via van der Waals forces. Purified air (≥95% removal efficiency) is discharged to the stack.
Desorption (Regeneration) Zone
Hot air (180–220°C) flows counter-currently, desorbing VOCs from the saturated zeolite, producing a highly concentrated VOC stream (typically 10x original concentration).
Cooling Zone
After desorption, the hot rotor section is cooled to restore its adsorption capacity, ready for the next cycle. The cooling air, now preheated, is often sent to the desorption heater to save energy.
Concentration effect: Because the adsorption process is continuous while desorption occurs intermittently with a short regeneration time, a large volume of dilute VOCs is concentrated into a small flow of high-concentration gas (max concentration ratio up to 17:1). The total air volume is reduced to ≤1/10 of the original, significantly improving downstream treatment economics.
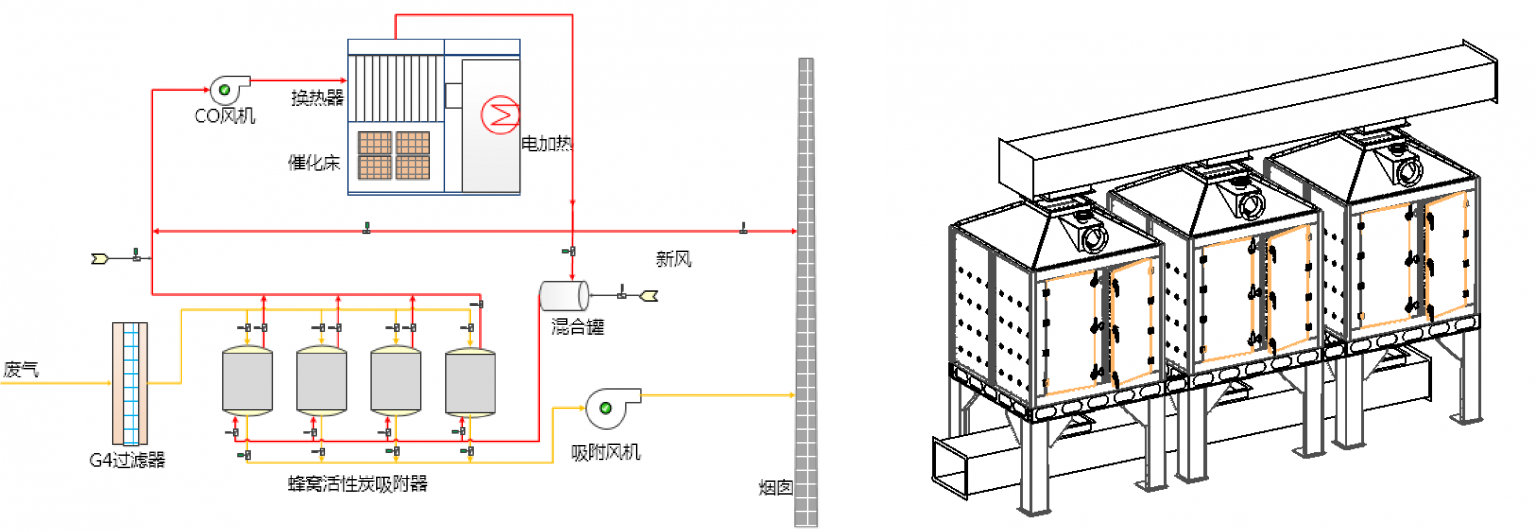
🔬 Process Flow & Integration with Three-Bed RTO
📊 Key Performance Indicators
✨ Process Advantages & Features
🎯 High Adsorption Efficiency
Zeolite adsorbents achieve 90–95%+ removal of low-concentration VOCs, significantly reducing pollutant load and meeting stringent emission limits.
🔍 Selective Adsorption
Zeolite can be tailored to target specific VOC families (aromatics, esters, ketones, etc.) while minimizing water vapor adsorption — ideal for paint, printing, and coating exhausts.
⚙️ Reliable & Stable Operation
Simple rotor design with adjustable speed; tolerant to moderate dust/moisture. Periodic maintenance ensures long-term stability and minimal downtime.
🔥 Superior RTO Destruction
Three-bed RTO achieves >99% destruction of concentrated VOCs, ensuring complete oxidation of all organic compounds, including complex mixtures.
💡 Remarkable Energy Savings
By recovering ~95% of oxidation heat, the system drastically reduces external fuel demand — particularly beneficial for high-volume, medium-to-high concentration industrial streams.
🌍 Wide Applicability
Handles aromatic hydrocarbons, alcohols, esters, ketones, and even streams containing nitrogen, sulfur, or chlorine (with appropriate post-treatment).
Typically reduces total RTO volume by 80–90%, lowering equipment footprint and capital cost.
At moderate VOC loads (e.g., >1.5 g/m³ after concentration), the RTO can operate autothermally with minimal burner support.
Zeolite rotor non-fouling design; RTO ceramic media requires periodic cleaning every 2–5 years depending on application.
🏭 Applicable Industries & Processes
Shipbuilding
Bicycle manufacturing
Aerospace coating
Metal products
Gravure printing
Building material printing
Aluminum extrusion
Coating/laminating
Electronics manufacturing
Semiconductor & LCD
Lithium-ion battery (electrode & electrolyte filling)
Resin / rubber / tire production
Auto repair shops
Dry cleaning
Chemical & pharmaceutical
✅ Particularly effective for exhaust streams containing nitrogen, sulfur, or chlorine impurities (with appropriate corrosion-resistant materials and optional scrubbers).
🚀 Why Choose Zeolite Rotor + Three-Bed RTO?
- Lower operating cost – Concentration reduces RTO size and fuel consumption by 50–70% compared to direct RTO treatment of large air volumes.
- Compact footprint – The concentrator shrinks the effective air volume, allowing a smaller RTO and ancillary equipment.
- High reliability – Zeolite is non-flammable, durable, and resistant to most solvents. RTO has no catalyst to poison.
- Flexible for variable loads – Rotor speed and RTO valve timing can be adjusted to match production schedules and VOC fluctuations.
- Future-ready – Easy integration with waste heat boilers, scrubbers, or carbon capture modules.
🛠️ Customization Options



Reviews
There are no reviews yet.