High-temperature oxidation (≥760°C) with ceramic heat recovery – up to 99% destruction efficiency & 95% thermal efficiency.
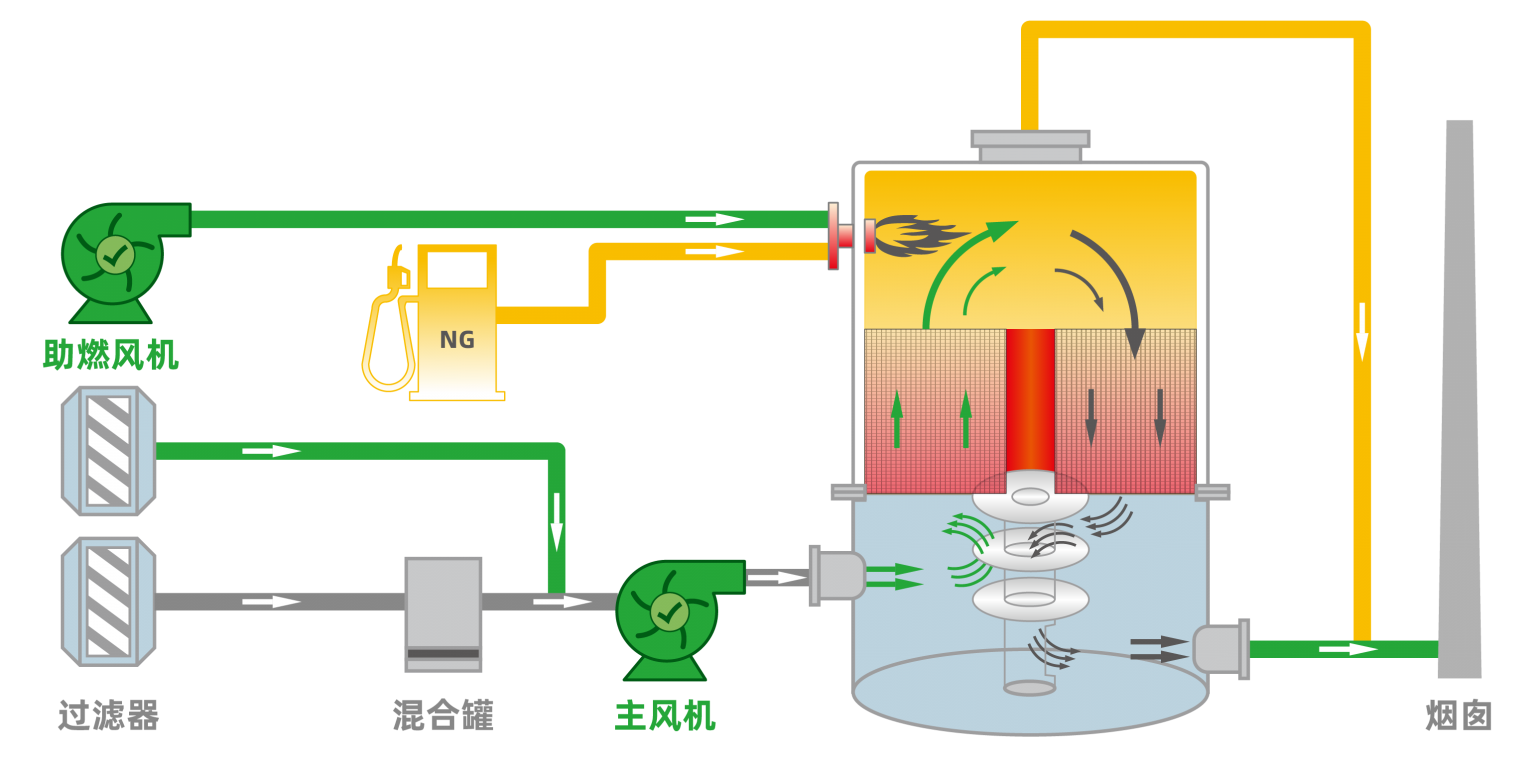
🔥 Core principle: VOCs are oxidized into CO₂ and H₂O at ≥760°C. The resulting high-temperature flue gas heats a specially engineered ceramic bed, storing thermal energy. In the next cycle, incoming cold废气 absorbs this stored heat, drastically reducing fuel consumption. Under medium-to-high VOC loads, RTO can export surplus heat as steam, hot air, or hot water — combining environmental compliance with economic returns.
⚙️ RTO Configurations
🔄 Rotary RTO
A rotating distributor (rotary valve) continuously changes the inlet position of the untreated gas, enabling alternating cycles of heat absorption and release across the ceramic bed sectors. The ceramic media is divided into twelve zones: five inlet zones, five outlet zones, one purge zone, and one dead zone. Each ceramic sector sequentially goes through heat storage → heat release → purge cycles, ensuring continuous, uninterrupted operation with a compact footprint and minimal moving parts.
✔ Benefits: Uniform flow distribution, smaller pressure drop, and excellent for continuous high-volume applications.
🏛️ Three-Bed RTO
Three separate ceramic-filled chambers work in a cyclic sequence. One bed preheats incoming VOCs (releasing stored heat), a second bed receives hot purified gas (absorbing heat), and the third bed is purged with a small stream of clean air to remove residual VOCs before the next cycle. After a set period, inlet/outlet valves switch, rotating the function of each bed. This design ensures >95% thermal recovery, minimal purge carryover, and is ideal for fluctuating or medium-to-high flow rates.
✔ Benefits: Excellent for high destruction efficiency, flexible operation, and robust performance with varying VOC loads.
🔁 Three-Bed RTO – Detailed Cycle Description
Step 1 – Preheating (Chamber 1): VOC-laden gas enters ceramic media bed #1, which stores heat from the previous cycle. The ceramic releases heat, cooling down, while the gas absorbs thermal energy and rises in temperature before entering the combustion chamber.
Step 2 – Oxidation (Combustion Chamber): The preheated gas is further heated by burners to the target oxidation temperature of 760°C, decomposing VOCs into CO₂ and H₂O. Because the gas is already preheated, fuel consumption is minimized. The chamber ensures sufficient residence time for complete oxidation.
Step 3 – Heat Recovery (Chamber 2): The purified high-temperature flue gas exits the oxidation chamber and passes through bed #2 (which was cooled in the previous cycle), transferring its heat to the ceramic media. The gas temperature drops significantly before being discharged to the stack, while bed #2 becomes hot for the next cycle.
Step 4 – Purge (Chamber 3): A small stream of cleaned gas purges bed #3 to push out any unreacted VOCs, ensuring high overall destruction efficiency. After completion, valve switching rotates the roles: bed #2 becomes the preheating bed, bed #3 becomes the heat recovery bed, and bed #1 is purged. The cycle repeats continuously.
📌 Outlet temperature delta: Treated gas typically exits only ~40°C above the inlet temperature, demonstrating excellent thermal recovery.
📊 RTO Performance & Key Parameters
Oxidation Temperature
≥ 760°C (typically 760–850°C)
Destruction Efficiency
Up to 99% (depending on residence time & VOC type)
Thermal Recovery Efficiency
≥ 95% (ceramic media design)
Airflow Capacity
5,000 – 200,000+ Nm³/h (customizable)
VOC Concentration Range
Low to medium/high (always below 25% LEL for safety)
Pressure Drop
Typically 1.5 – 4.0 kPa (depends on bed depth & media type)
🧪 Applicable VOC Families & Waste Gas Suitability
Alkanes
Olefins
Alcohols
Ketones
Ethers
Esters
Aromatics (Benzene, Toluene, Xylene)
Chlorinated hydrocarbons* (with proper pre-treatment)
- Low concentration, high air volume streams – ideal for RTO due to high thermal recovery.
- Waste gas containing multiple organic components or with varying composition (RTO handles fluctuations well).
- Streams that contain catalyst poisons or deactivating agents (where catalytic oxidizers are unsuitable) – RTO operates without catalyst, making it robust for challenging applications.
- Suitable for VOCs with high oxidation temperatures or halogenated compounds (when combined with acid gas scrubbers).
🔥 Surplus Heat Recovery & Economic Benefits
Under medium-to-high VOC load conditions, the oxidation process releases excess thermal energy beyond what is needed to maintain the ceramic beds. This surplus heat can be recovered and exported as:
- 💨 Hot air for drying ovens or space heating
- 💧 Hot water / thermal oil for process heating
- ⚡ Steam for industrial utilities or power generation (via waste heat boiler)
This turns environmental compliance into a profitable energy source, significantly reducing overall operating costs and carbon footprint.
✨ Why Choose RTO over other technologies?
✅ High Destruction & Thermal Efficiency
99% DRE and 95% heat recovery makes RTO one of the most efficient VOC abatement solutions, especially for large-volume, dilute streams.
✅ No Catalyst Poisoning Risk
RTO operates without a catalyst, so it tolerates sulfur, halogens, silicones, and particulates better than catalytic systems (proper pre-filtration still required).
✅ Wide Application Range
From painting lines and chemical plants to printing and pharmaceuticals, RTO handles variable flow rates and VOC compositions with minimal adjustment.
🛠️ Custom Engineering Options
Valve Type:Poppet valves, butterfly valves, or rotary distributor (for rotary RTO)
Ceramic Media:Saddle or structured block ceramic with high thermal mass & low clogging
Burner System:Modulating gas burner / dual-fuel / electric heater for light-off
Post-treatment:Quench tower, wet scrubber, bag filter, or DeNOx unit if required
Heat Export Modules:Air-to-air heat exchanger, steam boiler, thermal oil heater
⚠️ Safety & Pre-treatment: For halogenated VOCs, we recommend a downstream acid gas scrubber. For high particulate loads, an upstream dust filter or cyclone is advised. All RTO systems are equipped with LEL monitors, flame arrestors, and purge cycles to ensure safe operation below 25% of the Lower Explosive Limit.





Reviews
There are no reviews yet.